- Knowledge知識專區
- Knowledge知識專區
Knowledge知識專區
2020/02/03
塑膠產品設計超入門-下集
✐ 塑膠產品設計超入門-下集
我們在上集分享了塑膠產品開發的三個基礎觀念:(1)原料材質(2)塑膠收縮率(3)肉厚設計
而這一集要分享的是:(4)表面粗糙度 (5)拔模角度 (6)公差設定
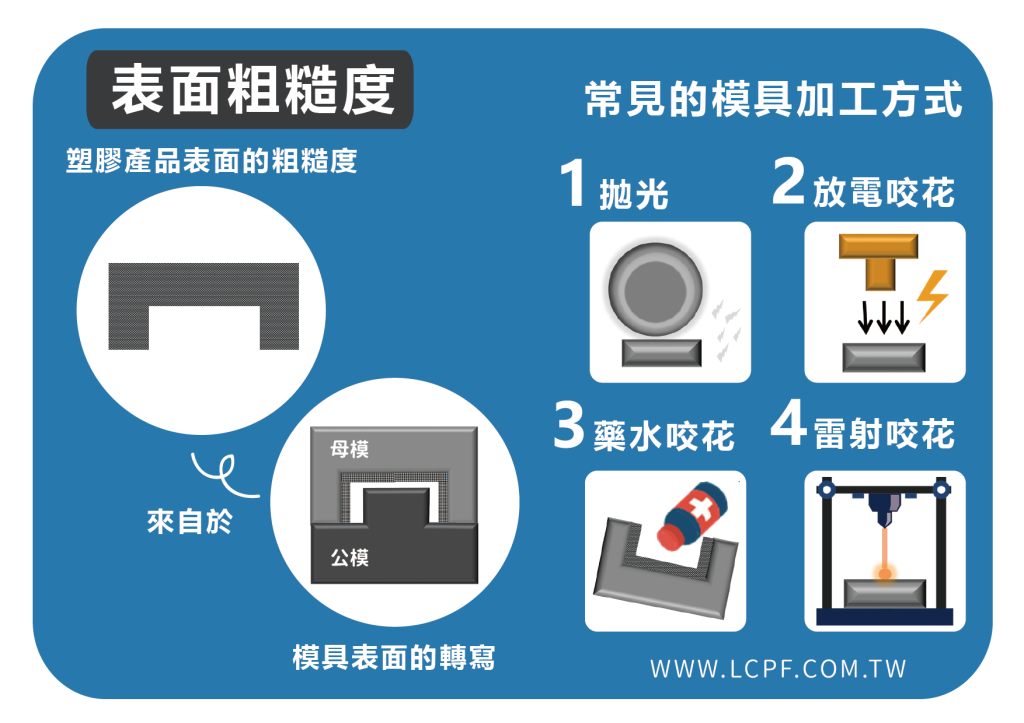
4、表面粗糙度
塑膠產品外觀的粗糙度,來自於模具表面的轉寫。而模具表面的加工方式,最常見的就是「拋光」、「放電咬花」、「藥水咬花」、以及「雷射咬花」。
凡是在產品上會被直接看到或接觸到的面,都需要定義它的粗糙度。
舉例來說,如果是高光亮面的透明產品,就需要指定模面的拋光程度為#3000番,此時模面就會像鏡子一樣地平整。如果產品會常長期接觸桌面,或需要耐磨耐刮,則該面就適合用咬花面。越是粗糙的咬花面,在產生細微刮痕時,越是不容易看出來。

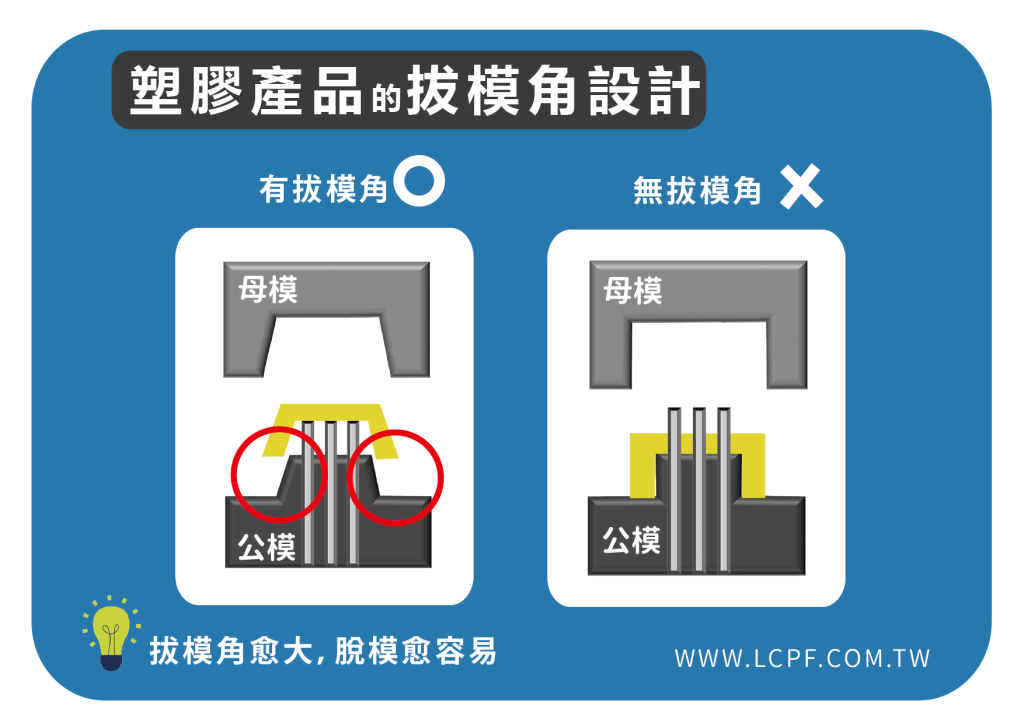
5、拔模角度
成品在脫模時,幾乎都需要「拔模角」。
如果產品沒有設計拔模角,當成品在脫模時,會容易造成外觀拉痕,甚至無法脫模。拔模角越大,就愈容易脫模。另外,模具上的粗糙面本身就是凹凸不平,當塑膠往內充填時會造成細微的脫模倒鉤。因此,為了解決倒鉤問題,則需要產生一個角度,讓倒鉤狀況消除。
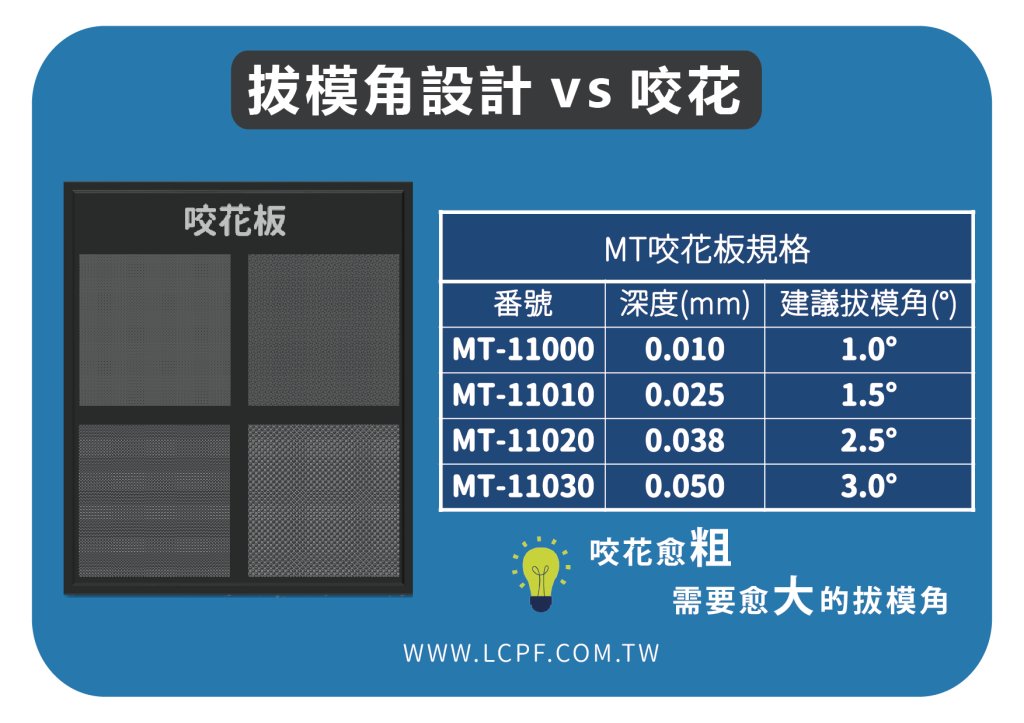
業界常見的咬花規範是使用「MT咬花板」,以下是不同咬花的深度以及建議的拔模角度。簡單來說,當咬花越粗糙時,其深度就會越深,則拔模角度就應該適度地加大。
6、公差設定
一個好的設計,在進行圖面繪製時,就需要具備基本的公差概念,尤其是有組裝需求的產品,更需要特別注意。
舉個簡單的範例,上蓋與下蓋在生產後需要組裝,如果3D圖上兩者的尺寸都是100mm,在量產後實際組裝時,就會發現有組裝干涉的問題。因為3D圖上的尺寸是絕對值,但實際量產的尺寸是範圍值,所以不太可能與3D圖的預設值完全一模一樣。因此,預先定義尺寸公差範圍是必要的。
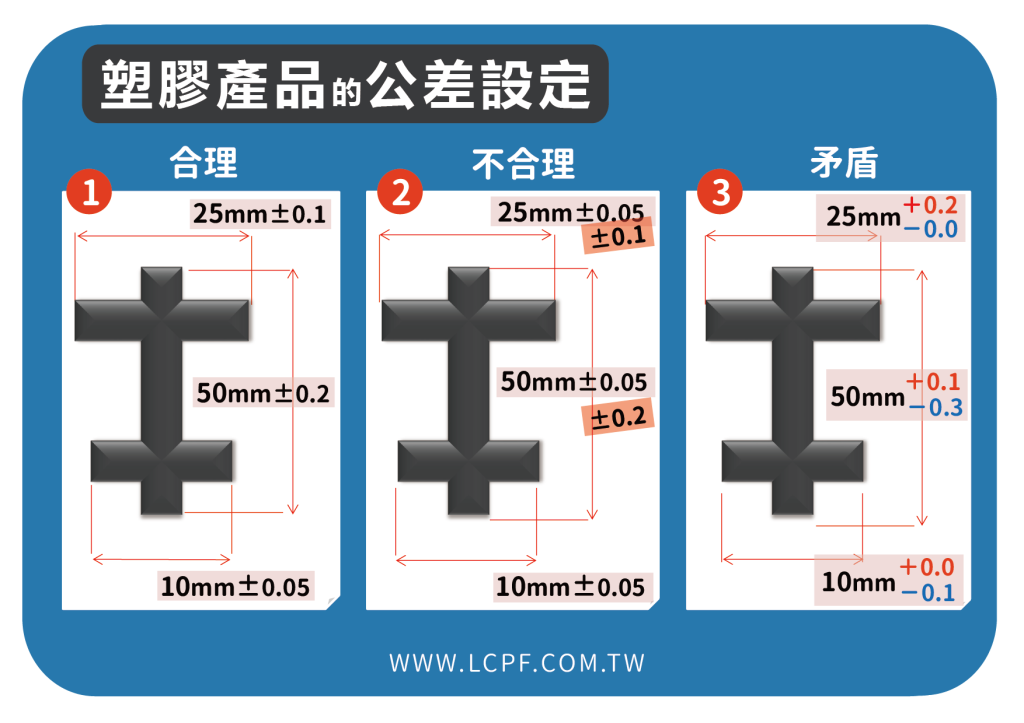
此外,另一個常見的問題,就是在同一個產品上,設定了不合理的公差範圍。
舉例來說,下圖中的【1】就是一個合理的公差設定,根據不同的大小尺寸,給與合適的公差範圍。
【2】就是一個比較不合理的設定,尺寸越大的地方,尺寸會越難控制,應該要給予較大的容許公差。
【3】的公差設定有矛盾,由於模具是根據「3D圖」及「收縮率」來進行加工,而塑膠射出的尺寸只能等量放大或縮小,當同一個零件的公差,同時出現正偏公差與負偏公差,是無法在射出成形過程中被控制的,僅能在模具上預先修正,但後續的爭議會比較多,最好的建議是回頭修改3D圖的原始尺寸。
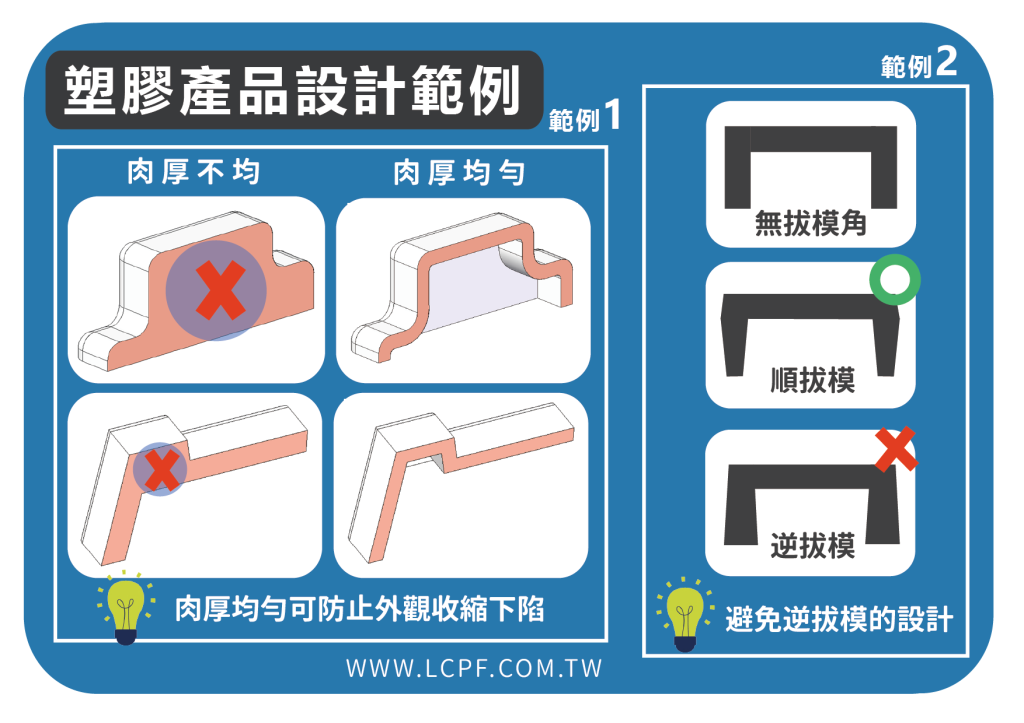
最後,提供幾個簡易的設計範例,幫助各位能更加理解上述的觀念。
範例1:肉厚均勻時,可以防止外觀收縮下陷。
範例2:成品在拔模時,需要順著脫模方向拔模,因此,要盡可能給足拔模角。此外,也要留意「逆拔模」的狀況,以避免開模後才發現問題。
以上,就是在進行塑膠產品設計前需要理解的六個重點,希望對產品設計的相關人員有所幫助。
版權所有,複製必究
✐相關文章
塑膠產品設計超入門-上集
開發一項塑膠產品,涵蓋哪些成本?
3D列印可以取代塑膠射出嗎?
⧐3分鐘史迪克影片